

药芯焊丝气保焊保护气体的选择
药芯焊丝气保焊(简称FCAW-G)常采用100%CO2或75~80%Ar+余CO2作为保护气体,那么在实际的焊接生产中,究竟该选择哪一种气体作为保护气体呢?100%CO2 or 75~80%Ar+余CO2混合气?
大家的回答肯定是:CO2的成本低呀!但是我想告诉大家:
CO2成本低是肯定的,但只答对了其中的一小部分,其实这两种保护气体在操作性及焊接质量方面存在着较大的差异,我们精心整理了以下有关这两种保护气体的差异汇总(表1、表2),以供大家参考。
表1:操作特性方面
75~ 80%Ar+余CO2 过渡颗粒 非常规位置焊接(仰焊、爬坡焊等)操作特性差异 保护气体 100%CO2 使用成本 低 高 大 小 电弧稳定性 稍差 好 氧化性 较强 较弱 烟尘量 略大 较小 液面张力 较小 较大 铁水流动性 好 尚可 难操作 易操作
表2:焊接质量方面
75~80%Ar+余CO2 脱氧元素(Mn/Si等)烧损 力学(强度)焊接质量差异 保护气体 100%CO2 气孔敏感性 低 高 多 少 低 高 焊接飞溅 略大 较小
在焊接生产过程中,大家除需要了解上述两种保护气体的差异、特性外,还需结合现场实际工况及产品的焊接质量要求,以便更合理地选择保护气体!
青岛佳昊凯瑞机电工程有限公司成立于2007年,是一家致力于机器人应用系统集成、智能高端装备焊接专机、柔性工装的设计与研发的高科技企业,业务涵盖机车制造、汽车制造、工程机械、石油装备、电力产品、压力容器等行业,为用户提供最佳的自动化解决方案,公司设立技术部、销售部、行政财务部,办公仓储面积1600平。
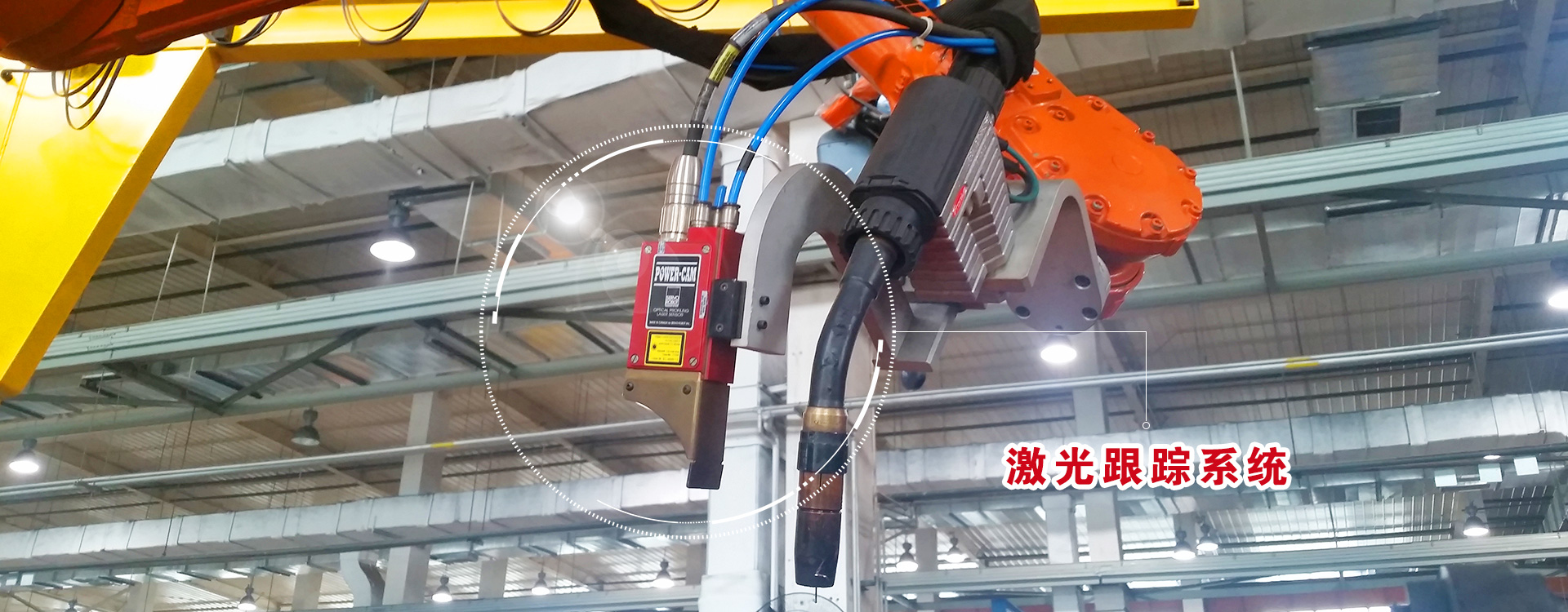
代理销售:ABB机器人、福尼斯铝焊机、赛融激光跟踪、海宝等离子切割机、萨福铝焊丝、京雷焊材、林肯焊材、SMC镍基焊材、航天凯天环保设备、3M防护用品、各种焊割易损件等。
青岛佳昊凯瑞机电工程有限公司 地址:青岛市高新区宝源路780号联东U谷3栋101 | 
扫一扫 关注微信 | 
扫一扫 查看手机版 |